Why Companies Should Align and Adapt to Industry 4.0
Trupti Panchal
A Brief Overview of the Industrial Revolutions
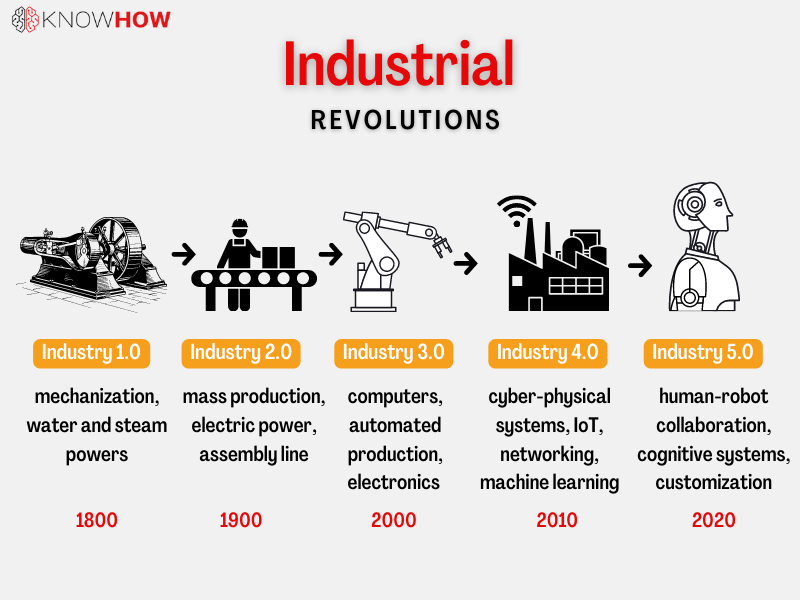
- First Industrial Revolution (Late 18th to Early 19th Century)
- Key Features: The transition from hand production methods to machine-based manufacturing, powered by steam and water.
- Impact: Urbanization, as people flocked to cities for factory jobs, reshaped labor dynamics and economic structures.
- Second Industrial Revolution (Late 19th to Early 20th Century)
- Key Features: The advent of electricity, which brought innovations like assembly lines and mass production.
- Impact: Increased production speed and affordability of goods, shaping the modern consumer society.
- Third Industrial Revolution (Late 20th Century)
- Key Features: The digital revolution, introducing computers, automation, and information technology.
- Impact: Streamlined processes, data-driven decision-making, and the rise of sophisticated manufacturing techniques.
- Industry 4.0 (21st Century)
- Key Features: The convergence of digital technologies like IoT, AI, big data, and robotics, creating smart, interconnected manufacturing environments.
- Impact: The development of smart factories where machines, systems, and humans work together in an integrated, automated environment to boost efficiency, innovation, and adaptability.
Core Technologies Driving Industry 4.0
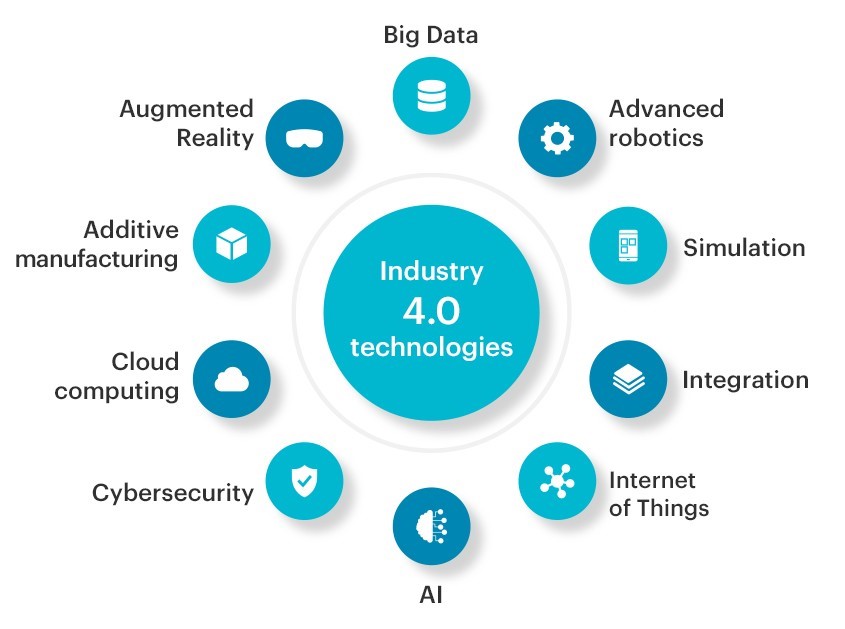
Industry 4.0 hinges on the integration of several transformative technologies:
- IoT (Internet of Things): Devices connected through the internet to collect and exchange data, enabling real-time monitoring and automation.
- AI & Machine Learning: Machines that can process data, learn from it, and make decisions without human intervention.
- Big Data & Analytics: The ability to analyze vast quantities of data to uncover patterns, predict trends, and optimize processes.
- Cloud Computing: Allows for the storage and processing of data online, enabling scalability and flexibility.
- Robotics & Automation: Advanced robots and automated systems improve efficiency and reduce human error.
- Augmented Reality (AR) & Virtual Reality (VR): Used for training, maintenance, and design, enhancing the user experience.
- Cyber-Physical Systems (CPS): Linking physical machines with digital systems through sensors and software to enable better decision-making and control.
Examples and Benefits of Adapting Industry 4.0
1. Predictive Maintenance in Manufacturing

- Scenario: A manufacturing plant uses advanced sensors embedded in its machines to continuously monitor their condition. These sensors collect data on vibrations, temperature, and pressure, which is analyzed using AI algorithms to predict when a machine is likely to fail.
- Outcome:
- Reduced downtime: Alerts maintenance teams about potential issues before they occur, allowing for scheduled maintenance.
- Cost savings: Prevents unexpected breakdowns, avoiding costly repairs.
- Increased machine lifespan: Regular maintenance extends the life of expensive machinery.
- Value Add: Higher operational efficiency, reduced maintenance costs, and improved productivity.
2. Smart Warehousing and Inventory Management


- Scenario: A company implements an IoT-enabled warehouse system where each product is tagged with a smart RFID chip. These tags transmit real-time data about stock levels, location, and condition of goods.
- Outcome:
- Real-time inventory visibility: Managers can track every item in the warehouse, optimizing stock levels and reducing risks of overstocking or stockouts.
- Faster order fulfillment: Automated systems guide workers to the precise location of items.
- Optimized storage: The system suggests efficient layouts based on sales trends and product dimensions.
- Value Add: Cost reduction, enhanced customer satisfaction, and improved supply chain efficiency.
3. Customization in Consumer Products

- Scenario: A company in the apparel industry uses 3D printing technology to create customized designs for customers. Products are made based on specific measurements or design preferences.
- Outcome:
- Personalized products: Customers create unique designs or tailored products.
- Faster production cycles: 3D printing significantly reduces production time.
- Reduced waste: On-demand manufacturing reduces inventory waste.
- Value Add: Increased customer satisfaction, faster time-to-market, and more sustainable production.
4. Enhanced Decision-Making Through Data Analytics
- Scenario: A company collects data from multiple sources, including customer feedback, sales data, and machine performance metrics. This data is integrated into a centralized analytics platform where AI tools provide actionable insights.
- Outcome:
- Improved decision-making: Real-time insights help managers make informed decisions.
- Better customer targeting: Analytics highlight popular products among specific customer groups.
- Optimized resource allocation: Resources can be shifted to high-demand products, maximizing revenue.
- Value Add: Increased sales, operational efficiency, and improved customer experiences.
5. Autonomous Material Handling in Warehouses

- Scenario: A logistics company introduces autonomous guided vehicles (AGVs) to transport goods within its warehouse. These robots use AI and sensors to navigate and handle materials.
- Outcome:
- Increased productivity: AGVs work 24/7 without human intervention, improving material handling efficiency.
- Safer working environment: Reduced risk of human accidents in busy warehouses.
- Cost reduction: Saves on labor and reduces the need for expensive manual handling equipment.
- Value Add: Lower operating costs, fewer workplace accidents, and higher throughput.
6. AI-Driven Quality Control in Production
- Scenario: A manufacturing plant uses machine vision and AI algorithms to automatically inspect products as they come off the production line. Defective items are identified and removed immediately.
- Outcome:
- Higher product quality: Defects are detected early, ensuring only high-quality products are shipped.
- Reduced human error: AI-driven systems are more accurate and consistent than manual inspections.
- Cost savings: Reduced waste and rework from defective products.
- Value Add: Improved brand reputation, lower defect rates, and faster production times.
Challenges in Adopting Industry 4.0
- High Initial Investment
- Adopting Industry 4.0 technologies can require significant upfront investments in infrastructure, training, and systems integration.
- Solution: Companies can gradually implement Industry 4.0 technologies, starting with pilot projects or focusing on areas that promise the highest return on investment.
- Data Security and Privacy Concerns
- The increased connectivity and sharing of data between systems raises the risk of cyberattacks, data breaches, and loss of sensitive information.
- Solution: Implementing robust cybersecurity measures, encryption techniques, and compliance with data protection regulations can mitigate risks.
- Skill Gap and Workforce Transformation
- The shift toward automation and digital technologies requires employees to acquire new skills, leading to a potential skills gap in the workforce.
- Solution: Ongoing employee training programs and partnerships with educational institutions to develop a skilled workforce for Industry 4.0.
The Future of Industry 4.0: What’s Next? (Industry 5.0)
As we move beyond Industry 4.0, we are entering the era of Industry 5.0, where human workers and intelligent machines collaborate in a more personalized, flexible, and sustainable manufacturing environment. Key developments include:
- Human-Machine Collaboration: Industry 5.0 will emphasize the synergy between humans and machines, combining the precision of AI, robotics, and automation with human creativity, judgment, and emotional intelligence. This collaboration will improve customization, product design, and decision-making processes.
- Personalized Manufacturing: Advanced AI and robotics will enable mass personalization, allowing products to be tailored to individual customer preferences at scale, with minimal cost and waste. This includes innovations like 3D printing and on-demand manufacturing.
- Cognitive Automation: Industry 5.0 will see AI systems evolve beyond simple task automation, becoming cognitive systems capable of problem-solving, learning from experience, and adapting to complex, changing environments without human intervention.
- Sustainability: A stronger focus on circular economies and green technologies will drive sustainable practices. AI and IoT will optimize energy use, reduce waste, and enable more efficient resource management, ensuring environmentally friendly operations.
- Integration of Advanced Technologies: New technologies such as 5G, quantum computing, and advanced AI will further accelerate automation, data analysis, and decision-making. With 5G networks enabling ultra-fast communication, machines and systems will become more interconnected and capable of real-time adjustments.
Conclusion
Industry 4.0 is not just a passing trend—it’s a transformative shift that businesses cannot afford to ignore. Adapting to Industry 4.0 allows companies to remain competitive by harnessing advanced technologies like AI, IoT, big data, and robotics to improve efficiency, reduce costs, and enhance customer satisfaction. Those that fail to adapt risk being left behind as competitors leverage smart, interconnected systems to drive innovation and operational excellence.
As we look to the future, the next phase of Industry 4.0 promises even greater advancements. With Industry 5.0, companies will see a collaboration between humans and AI, making work environments more productive and personalized. Quantum computing will offer breakthroughs in optimization and material design, while edge computing will enable real-time decision-making with minimal latency. The rise of autonomous supply chains and smart logistics will revolutionize global operations, and digital twins will allow for precise, real-time simulations of physical assets, optimizing every stage of production.
To thrive in this rapidly evolving landscape, companies must not only adapt to Industry 4.0 today but also embrace these emerging technologies. Doing so will unlock new growth opportunities, improve operational agility, and help businesses stay ahead of the curve in an increasingly digital, connected world. The future of manufacturing and business is smart, collaborative, and data-driven—aligning with Industry 4.0 is essential for companies that want to remain leaders in the global market.


